
Abrasion-Resistant (AR) Steel Plate: The Ultimate Guide to Grades, Properties, and Fabrication
Table of Contents
Introduction
An abrasion resistant steel plate is a high-carbon alloy steel specifically engineered to withstand heavy sliding, high-impact scraping, and aggressive, repetitive material contact in severe operating conditions. Unlike conventional structural steels, which prioritize structural ductility and lower yield thresholds, wear plate materials are purpose-built to maximize mechanical service life under extreme surface stresses.
Industrial components operating within extractive fields encounter rapid surface degradation that leads to frequent equipment breakdowns. Deploying an optimized wear plate mitigates premature failures, extending asset life and lowering the total cost of ownership across heavy industry infrastructure.
The Metallurgy of Wear Resistance: The Quench and Temper (Q&T) Process
The exceptional performance of wear resistant steel plate is achieved through a specialized thermal treatment known as the Quenched & Tempered (Q&T) process. Traditional low-carbon steels possess a standard ferritic-pearliic grain structure, which is highly ductile but susceptible to gouging and scratching. The Q&T sequence completely transforms this baseline matrix:
- Austenitization: The alloy plate is heated uniformly in a furnace above its upper critical temperature, completely altering its internal structural phase into a solid solution of austenite.
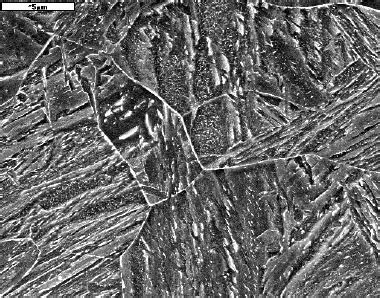
- Rapid Water Quenching: The heated steel is forced into a highly pressurized water-quenching system. This ultra-rapid cooling rate traps carbon atoms within the crystal structure before they can precipitate out, forcing a shear-like transformation into a highly hard, needle-like martensitic structure.
- Controlled Tempering: In its raw martensitic state, the steel is highly brittle and sensitive to cracking. The plate is subsequently reheated to a precise temperature below its critical point. This sub-critical thermal treatment allows a controlled release of internal stresses, restoring an engineered balance of structural impact toughness while fully preserving the high surface hardness.
Through-Hardening vs. Surface Hardening
A critical engineering differentiator of premium AR plate is its through-hardened nature. Alternative hardening methodologies, such as carburizing, nitriding, or high-frequency induction case-hardening, only alter the chemistry or structure of the immediate surface layer. Once this thin skin is eroded by abrasives, the soft, unprotected core material beneath is rapidly exposed to catastrophic failure.
Through-hardening guarantees uniform chemical analysis and equalized martensitic density from the exterior surface all the way through to the absolute geometric center of the cross-section. This deep uniformity ensures predictable wear rates and continuous abrasion resistance throughout the entire thickness of the component as it naturally erodes over time.
Understanding AR Steel Grades: From AR200 to AR600
To accurately specify a material, engineers utilize the Brinell Hardness Scale. The numeric suffix designated after the “AR” prefix directly represents the nominal Brinell Hardness Number (BHN), verified using standard Brinell testing protocols (HBW/BHN) involving a tungsten carbide ball indenter under strict load limits. Selecting the correct grade requires a calculated balance between raw surface hardness and processing ductility.
| Steel Grade | Nominal Hardness (HBW) | Primary Performance Attributes | Typical Applications & Service Environments |
| AR200 | 175 – 225 | Moderate resistance, excellent structural forming, low cost. | Chutes handling non-abrasive aggregates, light agricultural equipment. |
| AR400 | 360 – 440 | The industry standard. Outstanding balance of toughness, formability, and weldability. | Excavator buckets, dump bodies, concrete mixer linings, hopper walls. |
| AR450 | 420 – 480 | The operational sweet spot. Extends wear life over AR400 without severe fabrication limits. | Heavy-duty dump truck beds, scrap container bins, aggregate liners. |
| AR500 | 470 – 540 | Extreme abrasion resistance. Reduced impact toughness and strict forming boundaries. | Mining crusher jaw plates, slurry chutes, recycling shredder blades. |
| AR600 | 570 – 640 | Maximum sliding abrasion resistance. Highly brittle; extremely restricted fabrication. | Severe concrete chute drops, glass recycling, mineral scraping knives. |
AR400: The Versatile Workshop Workhorse
As the baseline industry benchmark, AR400 represents the most versatile and widely specified tier of abrasion-resistant plate. Its primary mechanical advantage is its forgiving nature during standard fabrication workflows. It provides an exceptional combination of high impact resistance and high yield strength alongside standard weldability and cold-bending characteristics. For operations handling typical aggregate materials, AR400 represents a reliable choice that can be formed and joined using standard field workshop machinery.
AR450: The “Sweet Spot” for Wear Life Optimization
Engineers seeking to maximize equipment uptime frequently upgrade from standard AR400 to AR450. Representing a modern metallurgical sweet spot, AR450 offers a substantial boost in wear life (approximately 15–25% higher durability depending on the exact abrasive media) while closely matching the workshop handling capabilities of AR400. It permits a direct reduction in structural weight by allowing engineers to specify slightly thinner plates without compromising the anticipated service life of the machinery.
AR500 vs. AR400: Choosing Between Hardness and Ductility
When migrating from AR400 to AR500, engineers must carefully evaluate clear mechanical trade-offs. Choosing AR500 yields an approximate 30% to 40% increase in pure wear life under sliding stress conditions. However, this high hardness carries inherent reductions in ductility and material toughness. While AR400 can withstand high dynamic impact loading from large dropped boulders, AR500 is far more brittle and prone to structural micro-cracking under intense shock forces. Furthermore, workshop processing forces must scale up significantly, as AR500 requires drastically larger bending radii and tighter thermal controls during fabrication.
AR600 and Specialty Chromium Carbide Overlays (CCO)
For extreme environments where pure sliding friction rapidly obliterates conventional alloys, AR600 provides a dedicated solution. Because its high martensitic density leaves virtually no room for plastic deformation, it is rarely formed or structuralized. When standard solid steel plate reaches its absolute mechanical limit, engineers transition to Chromium Carbide Overlays (CCO). CCO consists of a ductile structural backing plate clad with a thick surface layer of highly alloyed white iron containing dense networks of chromium carbides (Cr7C3). CCO outperforms solid steel in severe sliding scenarios but cannot handle heavy impact forces.
Key Technical Properties & Performance Limits
Mechanical Specifications: Tensile and Yield Limits
While abrasion-resistant steels are rarely rated for structural engineering load calculations, understanding their raw mechanical limits is critical for machine safety. Standard carbon structural steels display a yield strength of roughly 250 MPa. In contrast, premium abrasion resistant steel plate exhibits a typical yield strength hovering near 1200 MPa, with ultimate tensile strengths reaching upwards of 1400 to 160 MPa. This exceptionally elevated yield limit requires substantial mechanical energy input to initiate plastic deformation during shaping operations.
Impact Toughness in Cold Environments
A frequent failure mode for heavy equipment operating in sub-zero northern territories is low-temperature brittle fracture. As temperature drops, steel undergoes a ductile-to-brittle transition. To prevent structural failure under dynamic impact loads, modern mills produce specialty low-temperature grades, such as Hardox® 500 Tuf or Everhard™-LE. These proprietary variants are synthesized with extremely clean chemical melt parameters and low sulfur content, preserving critical Charpy V-notch impact toughness values down to -20°C or -40°C.
Structural Warning: Due to extreme hardness, high residual stresses, and reduced tensile ductility, standard AR steel plate is not suitable for primary structural load-bearing components, such as main building columns, bridge girders, or critical crane booms. It should be applied strictly as a sacrificial liner or localized wear shield.
The Workshop Guide: Fabricating with AR Steel
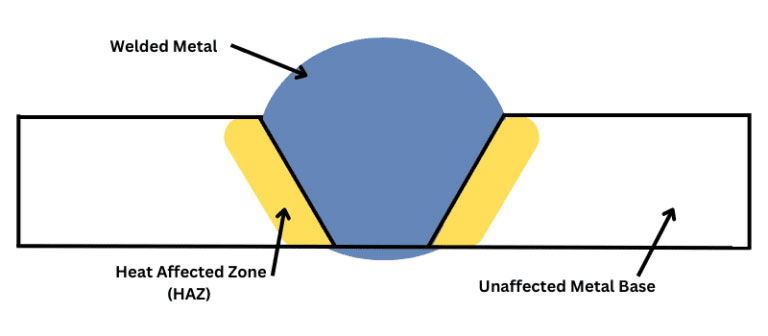
Welding Best Practices: Preventing Hydrogen-Induced Cold Cracking
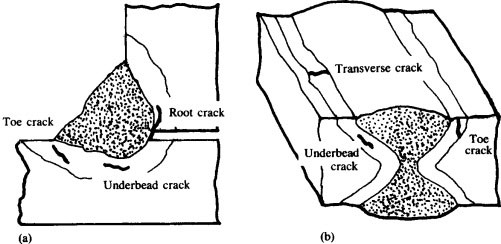
The high carbon and alloy composition of AR steel elevates its Carbon Equivalent (CEV or CET) value, indicating an elevated sensitivity to Hydrogen-Induced Cold Cracking (HICC) within the Heat Affected Zone (HAZ). HICC occurs when diffusible hydrogen becomes trapped in a highly stressed, brittle martensitic grain matrix during solidification. To eliminate this risk, fabricators must strictly enforce these six workshop guidelines:
- Utilize Low-Hydrogen Consumables: Deploy strictly classified low-hydrogen welding processes. If utilizing Shielded Metal Arc Welding (SMAW), electrodes must be freshly unsealed from dry-storage ovens operating continuously at over 120 °C. For Gas Metal Arc Welding (GMAW), utilize high-purity shielding gas mixtures with low moisture points.
- Apply Preheating: Elevating the baseline temperature of the base metal slows down the overall cooling rate of the weld pool. This extended thermal window allows volatile diffusible hydrogen to safely migrate out of the crystal structure before it locks. Preheating requirements scale with plate thickness; for example, AR400 generally requires a minimum preheat of 100°C to 150°C once cross-sections exceed 20 mm.
- Enforce Slow Cooling Protocols: Post-weld insulation blankets must be wrapped around the finished joint area to prevent rapid cooling from ambient drafts, allowing safe thermal dissipation.
- Deploy Undermatching Filler Metals: Avoid selecting welding wires that match the high tensile strength of the base AR plate. Instead, specify undermatching filler metals (such as high-toughness structural class AWS E7018 wires). The more ductile weld metal absorbs the intense shrinkage stresses of cooling, preventing cracks from initiating in the adjacent high-hardness plate material.
- Minimize Joint Restraint: Design the weldment joints to allow natural thermal contraction. Avoid overly rigid clamping fixtures or thick, heavy root passes that lock excessive stress into the assembly.
- Perform Controlled Peening: For thick joints, lightly peening the weld bead profile while hot induces beneficial compressive residual stresses, counteracting the tensile shrinkage forces that drive cracking.
Critical Softening Threshold: Mechanical properties and through-hardened values are permanently destroyed if an AR plate is overheated. Fabricators must carefully monitor interpass welding and cutting temperatures; if the base steel exceeds a threshold of 250°C (482°F), the tempered martensite breaks down, permanently softening the material and reducing its wear life back to baseline structural steel levels.
Cutting Techniques & Heat Affected Zone (HAZ) Management
Thermal cutting processes alter the local metallurgy adjacent to the cut edge. Fabricators must select cutting methods based on targeted tolerances and mechanical limits:
- Laser Cutting: Offers the absolute tightest dimensional tolerances and minimizes the Heat Affected Zone (HAZ) to a narrow band due to its highly concentrated, rapid energy beam. Ideal for complex geometries.
- Plasma Cutting: The industrial baseline standard for rapid plate processing. High-speed plasma arcs strike an effective operational compromise, producing a narrow HAZ without excessive thermal soak.
- Oxy-Fuel Cutting: Economical for very thick sections (over 50 mm) but inputs massive thermal energy into the material. The resulting slow travel speed generates an extensive, wide HAZ “Soft Zone”. To mitigate this softening, fabricators should utilize localized water sprays or specialized cooling points to extract heat rapidly behind the cutting torch path.
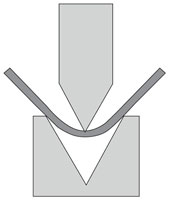
Cold Forming and Bending Limits
Bending an abrasion resistant steel plate requires high mechanical force and strict adherence to geometric limits. As Brinell hardness increases, the material’s minimum bend radius (R/t, where R is the punch radius and t is the plate thickness) increases significantly to prevent outer-radius cracking. Fabricators must also account for massive springback action, which requires over-bending past the targeted final angle.
| Steel Grade | Min. Bend Radius (Transverse) | Min. Die Opening (V-Width) | Springback Estimation Range |
| AR400 | 3.0 × t | 10.0 × t | 11° to 14° |
| AR450 | 4.0 × t | 12.0 × t | 13° to 17° |
| AR500 | 6.0 × t + | 14.0 × t + | 18° to 22°+ |
Major Wear Plate Brands: Commodity vs. Proprietary Alloys
Procurement teams frequently navigate the choice between generic ASTM commodity grades and specialized proprietary steel chemistry brands supplied by leading global wear plate manufacturers. While commodity grades satisfy standard wear parameters, proprietary alloys offer tight tolerances and consistent performance.
Hardox® Wear Plate (SSAB)
Manufactured by Swedish steelmaker SSAB, Hardox 400 steel plate and its sister grades (Hardox 450, 500, and Tuf) represent the global gold standard in wear steel. Hardox alloys are known for exceptionally clean chemical profiles, featuring ultra-low carbon levels combined with tight dimensional flatness and thickness guarantees. This consistency allows predictable performance during automated laser cutting and robot-assisted workshop bending.
Everhard™ and ABREX™ (Nippon Steel & JFE Steel)
Produced by Japanese steel giants JFE and Nippon Steel, these lines are engineered for advanced fabrication. They feature specialized sub-series optimized for extreme toughness and reduced cold-cracking sensitivity. Their chemistry focuses on minimizing the carbon equivalent to allow lower preheat temperatures during heavy fieldwork welding.
Dillidur® and Tri-Braze®
Dillidur, produced by Germany’s Dillinger Hütte, features specialized air-hardening properties that ensure a consistent metallurgical response across ultra-heavy thicknesses exceeding 100 mm. Tri-Braze has a legacy spanning over half a century within heavy mining sectors, incorporating a balanced chemistry that maximizes impact energy absorption inside large primary rock crushers.
Industrial Applications: Where Wear Plate is Essential
- Mining and Quarrying: Primary jaw crusher liners, heavy dump truck bodies, conveyor chute transfer zones, and vibrating screen decks handling abrasive ores.
- Construction and Demolition: Sacrificial excavator bucket lips, bulldozer blade skins, asphalt paving hoppers, and concrete mixer drums.
- Agriculture and Forestry: Subsoil plow shoes, commercial grain handling tubes, forestry harvester attachment knives, and organic tub grinders.
- Recycling and Waste: Industrial shredder blades, heavy scrap metal container liners, sorting hoppers, and refuse compactor plates.
Frequently Asked Questions (FAQ)
Can AR steel be used for structural load-bearing components?
No. Standard abrasion resistant steel plate is not approved for primary structural load-bearing components like bridge girders or building frame sections. Its through-hardened martensitic matrix reduces ductility and cyclic fatigue resistance, making it vulnerable to catastrophic cracking under unpredictable structural tension loads.
What temperature causes AR plate to soften?
An AR plate will permanently lose its engineered mechanical properties if it is heated above its tempering threshold of 250°C (482°F). Reaching this limit breaks down the martensitic microstructure, softening the plate and lowering its wear resistance closer to standard structural carbon steel.
Is preheating always required before welding an AR plate?
Preheating requirements depend on the specific grade, the carbon equivalent index, and the plate thickness. While thin sections of AR400 (under 15 mm) welded with low-hydrogen consumables in a warm workshop may bypass preheating, sections over 20 mm thick generally require a preheat of 100°C to 150°C to prevent hydrogen cracking.



Quality
Strict quality control standards to ensure every product meets the expected reliability and performance.
Price
Competitive prices that strike a perfect balance between cost-effectiveness and the value you deserve.
Service
Professional customer service is always ready to address your needs and provide satisfactory solutions promptly.
Management
Efficient and standardized operations powered by an ERP system to comprehensively manage all business processes.

Get in touch with us
Take a minute to connect with us today, and let’s turn your needs into results. We can’t wait to hear from you!